




Før hovedekstruderingsprosessen blandes det lagrede polymermatet med forskjellige tilsetningsstoffer som stabilisatorer (for varme, oksidativ stabilitet, UV-stabilitet, etc.), fargepigmenter, flammehemmere, fyllstoffer, smøremidler, forsterkninger, etc. for å forbedre produktkvalitet og bearbeidbarhet.Blanding av polymer med tilsetningsstoffer bidrar også til å oppnå målegenskapsprofilspesifikasjonene.
For noen harpikssystemer brukes vanligvis en ekstra tørkeprosess for å forhindre nedbrytning av polymer på grunn av fuktighet.På den annen side, for de som vanligvis ikke trenger tørking før bruk, kan det likevel måtte tørkes, spesielt når disse ble lagret i kalde rom og plutselig plassert i et varmere miljø og derved initiert fuktkondensering på overflaten av materialet.
Etter at polymeren og tilsetningsstoffene har blitt blandet og tørket, mates blandingen med tyngdekraft inn i matetrakten og gjennom ekstruderhalsen.
Et vanlig problem ved håndtering av faste materialer som polymerpulver er flytbarheten.I noen tilfeller kan materialbrodannelse inne i beholderen forekomme.Derfor kan spesielle tiltak som intermitterende injeksjon av nitrogen eller en hvilken som helst inert gass brukes for å forstyrre enhver polymeroppbygging på overflaten av matetrakten og derved sikre en god flyt av materialet.
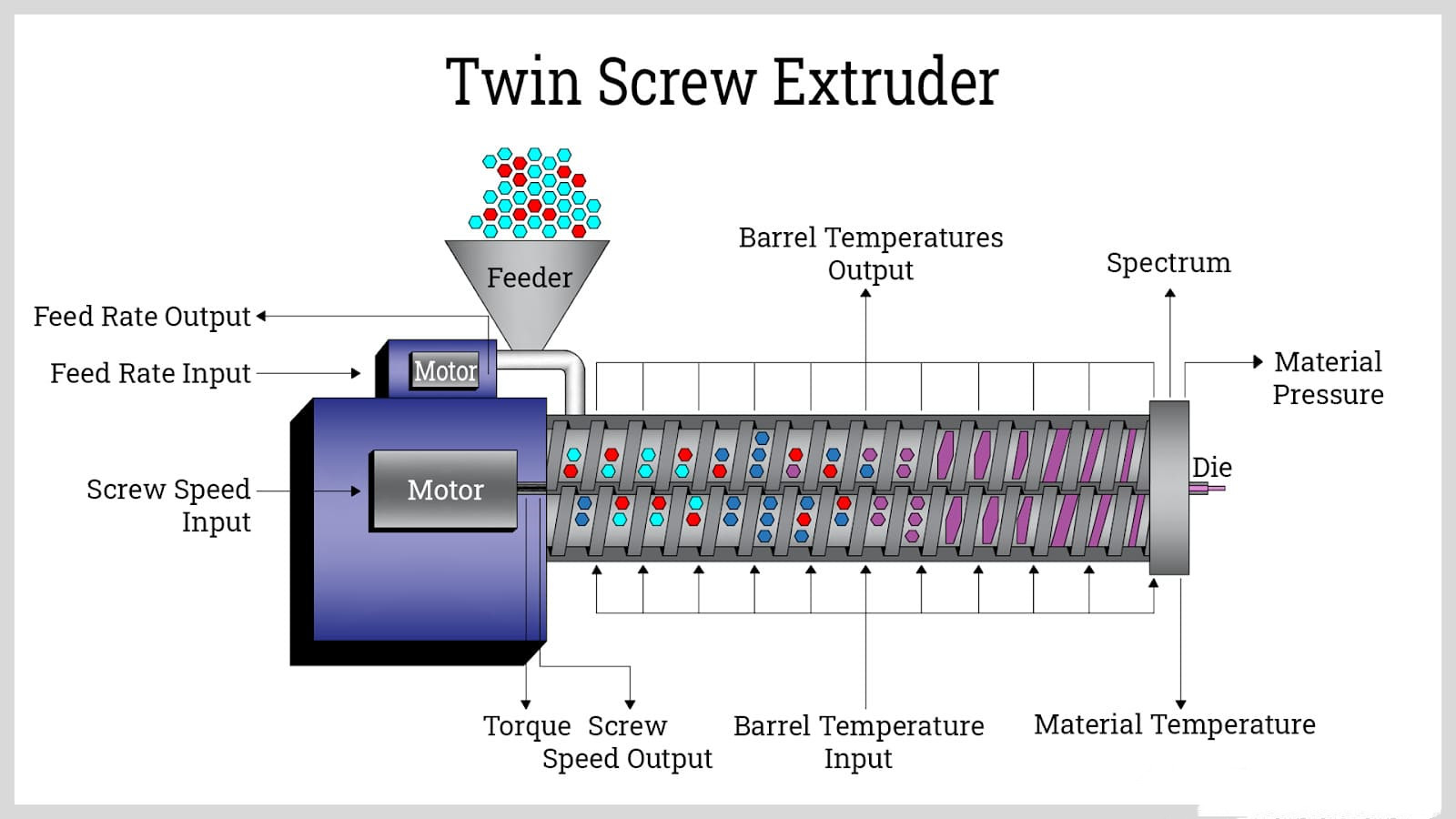
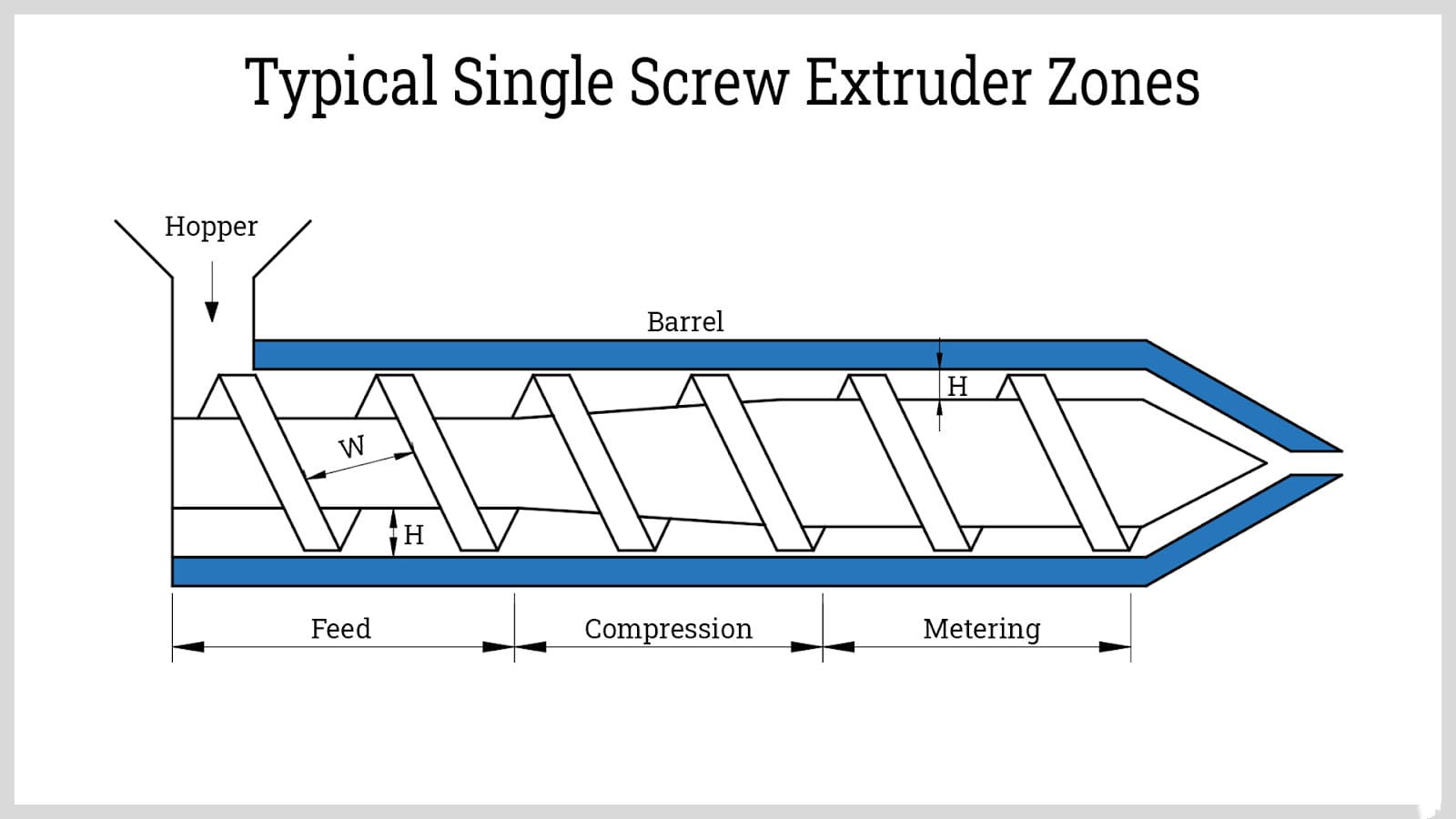
Materialet renner ned i det ringformede rommet mellom skruen og tønnen.Materialet er også avgrenset av skruekanalen.Når skruen roterer, transporteres polymeren fremover, og friksjonskrefter virker på den.
Tønnene varmes normalt opp med en gradvis økende temperaturprofil.Når polymerblandingen beveger seg fra matesonen opp til doseringssonen, fører friksjonskreftene og tønneoppvarmingen til at materialet blir myknet, homogent blandet og eltet sammen.
Til slutt, når smelten nærmer seg enden av ekstruderen, passerer den først gjennom en silpakke.Silpakken brukes til å filtrere fremmedlegemer i den termoplastiske smelten.Det beskytter også dyseplatehullet mot tilstopping.Smelten blir deretter tvunget ut av dysen for å få formen.Den avkjøles umiddelbart og trekkes vekk fra ekstruderen med konstant hastighet.
Ytterligere prosesser som flammebehandling, trykking, skjæring, gløding, deodorisering, etc. kan gjøres etter avkjøling.Ekstrudatet vil deretter gjennomgå inspeksjon og gå videre til pakking og frakt hvis alle produktspesifikasjoner er oppfylt.
Innleggstid: Des-08-2022






